Monatlich angepasste Einzelkabine Kapazität für Kunden Vertikale Pulverbeschichtungsanlage für Aluminiumprofile
Pulverzuführungszentrum mit Sprühtunnel-Vorbehandlung
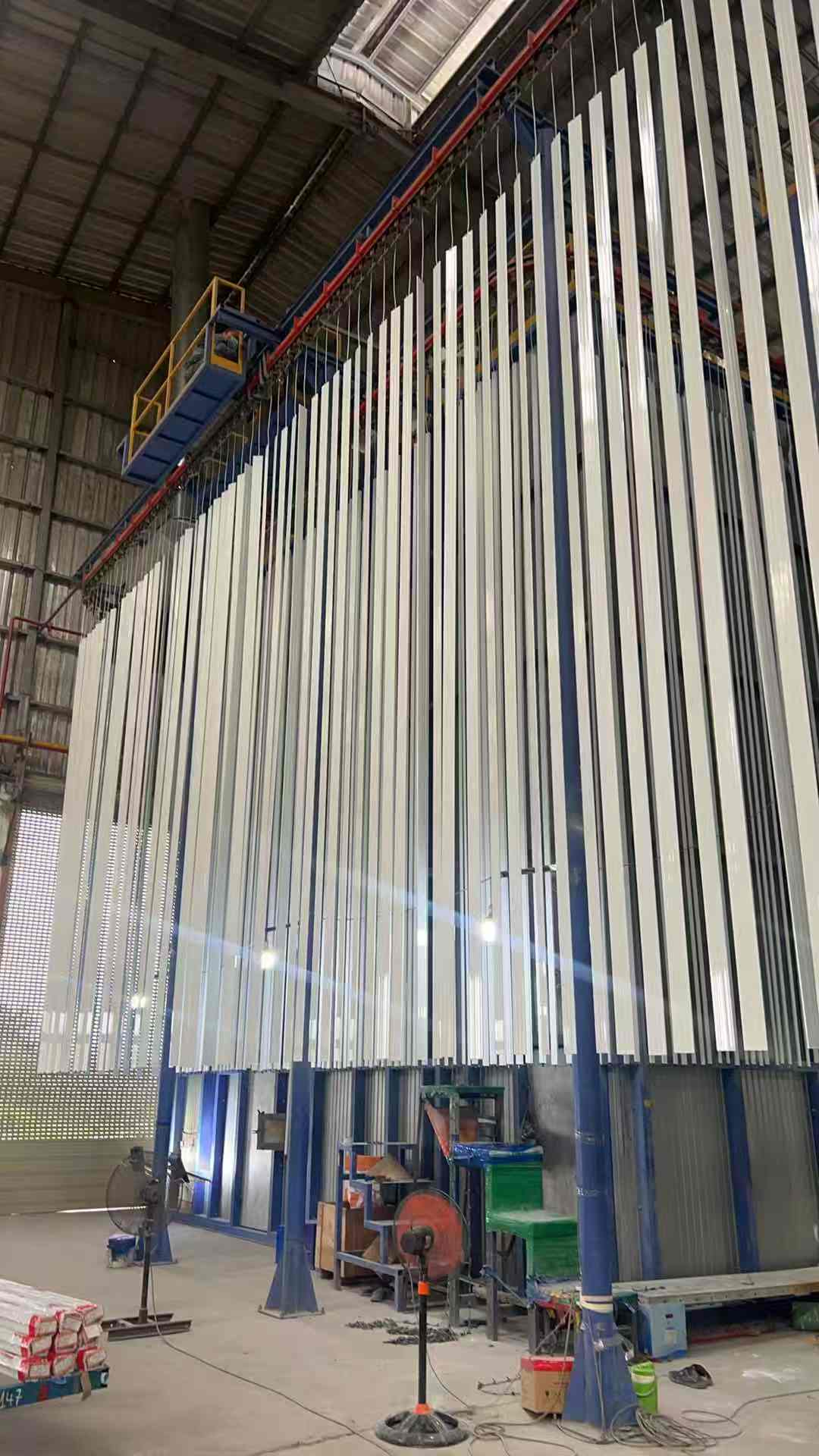
Vertikale Pulverbeschichtungsanlage mit bester Oberflächenbehandlungsausrüstung
Dieser Vorschlag ist für eine vertikale Pulverbeschichtungsanlage für Aluminiumprofile konzipiert – Eine Kabine
1,Konstruktionsdaten
1)Beschichtungsmaterial: Aluminiumprofil
2)Technische Beschreibung: Beladen, Vorbehandlung, Trocknung, Pulverbeschichtung, Aushärtung, Entladen.
3)Spezifikationen des Beschichtungsprofils:
4)Max. Größe des Profils: 100 mm × 200 mm × L7000 mm
5)Max. Gewicht des Profils: 30 kg
6)Standardgewicht: 3,5 kg
7)Standardoberfläche des Profils: 400 m2/T
2, Energieversorgung
1)Stromversorgung
a) Einphasenspannung: 220 V + 10 %
b) Dreiphasenspannung: 380 V + 10 %
c) Frequenz: 50 Hz
d) Gerätegruppenleitung und Nulleiter
2) Erdgas
3,Druckluft
1)Druck: 7,0 bar
2)Max. Dampfstrom: 1,3 g/nm3
3)Max. Ölgehalt: 0,01 ppm
4)Max. Fluss der Druckluft: 8 m3/min
4, Erforderliches Industriewasser
1)Druck: 3+0,2 bar
2)Fluss: 5 m3/h
5,Pulver
1)Pulvercharakteristik: LEL≥40g/Nm3
6, Produktionskapazität
1)Förderketten-Geschwindigkeit: 1,2 m/Minute
2)Gesamt beschichtete Teile pro Stunde: 1200 mm/Minute ÷ 150 mm/Stück × 60 Minuten = 480 Stück/Std.
3)Gesamtgewicht pro Stunde: 480 Stück × 3,5 kg/Stück = 1,68 Tonnen/Std.
4) Tageskapazität: 1,68 Tonnen x 16 Std./Tag = 26,8 Tonnen/Tag
5) Monatliche Kapazität: 26,8 Tonnen/Tag × 25 Tage/Monat = 670 Tonnen/Monat

Merkmal:Automatische vertikale Pulverbeschichtungsanlage für Aluminiumprofil-Oberflächenbehandlungsgeräte. Spart Gas und Energie, spart Platz. Hohe Qualität, hohe Produktivität, glatte und haltbare Beschichtung.
Hauptkomponente:Pulverbeschichtungs-Hängefördersystem, Be- und Entladesystem, Vorbehandlung, Trockenofen, Pulverbeschichtungskammer und Recyclingsystem, Härteofen, elektrisches Steuerungssystem, Pulverbeschichtungspistolen, Pulverversorgungszentrum, Luftkompressor, DI-Wasser-Maschinensystem usw.
Gewöhnlicher Pulverbeschichtungsprozess: Entladen - Spülen - Vorabfetten - Entfetten - Spülen - Spülen - Reines Wasser - Passivierung - Spülen - Rein - Trocknen - Pulverbeschichtung - Aushärten - Entladen.
Die vertikalen Pulversprühbetriebsverfahren sind wie folgt:
1,Für das Pulverspritzen von Profilen ist die Vorbehandlung äußerst wichtig. Auf der Oberfläche des extrudierten Profils bildet sich mit bestimmten Ölflecken und anderen Verunreinigungen eine Schicht aus natürlichem Oxidfilm, die vor dem Spritzen durch chemische Behandlung gereinigt werden muss.
2,Vorverarbeitungsprozess Entfetten ---[ 1,5-5 Minuten ] --- gewaschen [0,5-1 Minute ]--- gewaschen [0,5-1 Minute ]--- Säureoberflächenanpassung [1,5-5 Minuten - --gewaschen [0,5-1 Minute ]---gewaschen [ 0,5-1 Minute ]--- schärfen [0,5-2 Minuten ]--- waschen[ 0,5 --1 Min ]-- Reines Wasser waschen [1-- 2 Min].
3,Zweck des Entfettens: Der Zweck der Entfettungsbehandlung besteht darin, den Ölfleck auf der Oberfläche des Profils zu entfernen und die Oberflächenreinheit zu gewährleisten, wenn das Profil in den Verchromungstank eintritt.
4,Prozessparameter des Entfettungstanks: Analysieren Sie während der Produktion alle zwei Stunden die Konzentration der freien Säure im Tank, passen Sie die Tankflüssigkeit entsprechend den Analyseergebnissen an und reinigen Sie die Tankflüssigkeitsoberfläche von Zeit zu Zeit, ohne die Tankflüssigkeit zu wechseln.
5,Zweck der Säureoberflächenkonditionierung: Der Hauptzweck der Säureoberflächenbehandlung besteht darin, Öl weiter vom Profil zu entfernen, so dass die Oberfläche des Profils eine frische Matrix freilegt, um die reibungslose Verchromungsreaktion zu erleichtern. Analysieren Sie die Konzentration der Badlösung alle zwei Stunden und passen Sie sie entsprechend den Analyseergebnissen an. Unter normalen Umständen muss die Badflüssigkeit nicht ausgetauscht werden und kann lange verwendet werden.
6,Zweck des Verchromungstanks: Er ist sehr wichtig für den Aluminium-Spritzverchromungstank. Die Oberfläche des verchromten Profils bildet eine hellgelbe chemische Konversionsbeschichtung. Wetterbeständigkeit der gesprühten Profile. Analysieren Sie die Anomalie der Badflüssigkeit alle zwei Stunden und nehmen Sie Anpassungen entsprechend den Analyseergebnissen vor. Im Allgemeinen wird die Badflüssigkeit alle 2.000 Tonnen Produktion ausgetauscht und die Badflüssigkeit von Zeit zu Zeit aufgefüllt.
7,Die verchromten Profile gelangen zum Oberflächentrocknen in den Trockenofen. Die Trocknungstemperatur sollte zwischen 80 und 90 Grad liegen und 95 Grad nicht überschreiten, da sonst die Haftqualität zwischen der Beschichtung und den Profilen beeinträchtigt wird.
8,Die getrockneten Profile gelangen mit einer Kettengeschwindigkeit von 1—2,5/m zum Sprühen in die Spritzkabine (Die Kettengeschwindigkeit ist je nach Kundenbedürfnissen einstellbar).
9,Durch den gereinigten und gefilterten Luftdruck [7-8 kg] wird das Pulver mit der elektrostatischen Pulverpistole gleichmäßig auf die Werkstücke gesprüht; die elektrostatische Spannung von 45-90 kW und das entsprechende Pulverversorgungssystem und die Parameter, um sicherzustellen, dass die Beschichtung die festgelegten Anforderungen erreicht. Nach den Prozessanforderungen ist der Sprühvorgang abgeschlossen.
10,Nach dem Sprühen in den Härteofen zum Einebnen und Aushärten gelangen. Die Härtungstemperatur liegt zwischen [195-215 Grad], und die Härtezeit sollte zwischen [15-25 Minuten] liegen.
11,Die Profile, die ausgehärtet und freigegeben wurden, werden als Ganzes erhitzt. Berühren Sie die Oberfläche der Profile nicht mit bloßen Händen. Nach dem Abkühlen können sie vom Regal entfernt werden. Überprüfen Sie nach dem Entfernen des Regals die gesprühten Produkte. Die Oberfläche muss glatt sein und die Beschichtung gleichmäßig sein. Markierungen, Orangenhaut und andere Phänomene, und können dann nach bestandener professioneller Qualitätskontrolle verpackt werden.
FAQ
1. Was sollen wir bereitstellen, wenn wir an Ihren Geräten interessiert sind?
A. Das Material/die Größe (max.)/das Gewicht (max.) Ihrer Werkstücke.
B. Was ist die erwartete Leistung dieser Ausrüstung (8 Stunden/Tag oder 30 Tage/Monat)?
C. Der verfügbare Werkstattbereich, in dem Sie diese Gerätegruppe aufstellen möchten (in L x B x H)?
D. Welchen Brennstoff bevorzugen Sie für das Heizsystem: Elektro, Gas, Flüssiggas, Diesel oder andere?
2. Wie wird die Ausrüstung nach dem Kauf Ihrer Ausrüstung installiert?
A. Wir stellen Installationsdokumente, 3D-Montagezeichnungen oder Installationsvideos zur Verfügung, um die Installationsarbeiten anzuleiten.
B. Unser Ingenieur wird die Installation und Inbetriebnahme der Geräte online anleiten.
C. Wir können bei Bedarf Installateure in Ihre Fabrik schicken, um die Installationsarbeiten anzuleiten, dieser Service ist kostenpflichtig.
D. Nach der Inbetriebnahme werden wir eine umfassende Schulung anbieten und die Nutzung der Geräte regelmäßig verfolgen.
3. Wie wird der Kundendienst Ihres Unternehmens durchgeführt?
A. 1 Jahr Teilegarantie, Teile umfassen hauptsächlich Lüfter, Brenner, elektrische Komponenten des Schaltschranks, Metallkonstruktion, Wandpaneele usw., außer im Falle von Schäden durch Menschenhand.
B. Solange Sie unsere Geräte verwenden, ist unser technischer Support immer online
Ich hoffe, unser herzliches Unternehmen kann Sie freundlich treffen und Ihnen eine andere Erfahrung bringen.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!